


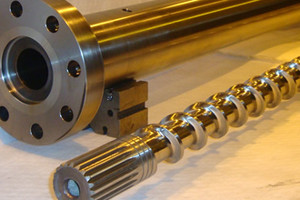
 SKD61螺杆.jpg)


 氮化螺杆1.jpg)



螺杆尾部断裂是螺杆预热问题特别是螺杆芯部预热没有到位换句话说就是螺杆没有到达理想的工作温度,开了冷车(这里的冷是说没有保温到位),所以断裂。
一般来说不管是注塑机还是挤出机在使用前主机先要保温1-3小时后才能开始生产,在开机加热前期你看见注塑机温控表的工艺温度到达你需要的温度这个一般来说是假相螺杆里面芯部通常还是冷的或温热的。大家经常会忽略这个问题,其实你的螺杆不是你发现时断裂的,早在你前段时间就已经有裂纹了,长期不注意使用肯定会断裂的。
还有可能就是进料口掉铁或别的东西进去导致螺杆断裂,这个很好推断把机筒螺杆下下来看螺杆有没有损伤,机筒里面有没有拉的痕迹。出现这样的情况前期是可以避免的把注塑机料斗里放一副磁力架就可以避免金属异物掉进螺杆
特别说明下螺杆在正常使用情况下是不会发生断裂情况的,一般导致螺杆断裂的因素就是以上两点。塑料原料及回收废料颗粒的大小与断裂螺杆的因素不会很大,当然这个又回到了前面问题,你的螺杆进料口温度太低,保温时间没有达到,即使温控表温度到达也是假相,原料进入进料口后会带走螺杆及机筒热量这样也会导致扭矩及倍压加大螺杆断裂。
注塑机螺杆头和过胶圈的设计
注塑机螺杆头三小件在整条螺杆组里起了封胶混炼塑化等功能,是一个比较重要的一部分,许多塑胶产品的质量问题和注塑机螺杆头三小件有着密切的关系.往往有许多三小件的细节问题没处理好使塑胶产品的废品率大幅增加,甚至被迫停机检修.现指出以下几点希望能对各位注塑友人带来方便.
1. 注塑机螺杆头三小件整体表面要求光滑,除装配部分之外任何一个能正面看到的地方都不能有直角锐角死角,都应以圆滑过渡.圆滑的R大小视情况而定,因为直角锐角死 角容易崩裂不说还容易积料,使原料流动不够畅通.使间一长容易有黑点发黄,记得三小件是最容易产生发黄的部位,很多做PC.PMMA等发黄现象都是在三小 件里才开始变黄的.
2.过胶圈的两个端面的设计也尤为重要,现在很多注塑机厂家设计的过胶圈和介子的结合面是平的没有斜度.这样有两个坏 处,一,平面接触没有斜面接触面大,那样使用寿命就比斜面接触的短很多,二,介子没斜面的和注塑机螺杆头的结合处就成了一个死角,原料时间停留一长就会有黑点和 发黄.这个斜度最好30度为佳,15度不够大点容易积料,45度接触面大,不容易积料,但在射胶的时候容易撑暴过胶圈.
3.过胶圈左右活动间隙要适中,看生产什么原料选择或大或小的活动间隙.很多大机台打薄壁产品射胶重点不稳定就是因为过胶圈的左右活动间隙太大所致.还有很多PMMA,PC原料在生产的时候有嘎嘎的响声是因为过胶圈左右活动间隙太小导致出料不顺畅所致.
4,注塑机螺杆头的螺纹部分表面不用像其他部位那么硬,硬度过高容易导致螺纹蹦掉,螺纹强度下降.应该在热处理之前受阻氮或螺纹在氮化后再加工.螺纹部分的退刀槽最好是圆弧的一个R,而不是直角的车刀直接割出来的.那样应力好一点,很多注塑机螺杆头断裂都是在这部位.
上一条:星企达讲解注塑机螺杆头小三件
相关资讯
星企达讲解塑料片材设备单双螺杆的区别
2024-08-24星企达为您分析加工尼龙料的射嘴选用
2024-06-19星企达讲解螺杆与机筒的技术知识
2024-05-20星企达分析注塑机螺杆打滑的原因
2024-05-11星企达讲解注塑机螺杆在加料口产生压料的原因
2024-04-25星企达讲解如何提高单螺杆挤出机的生产效率
2024-04-08星企达讲解注塑机螺杆在加料口产生压料的原因
2024-03-25星企达讲解螺杆炮筒常用料的各种特点
2024-03-18星企达教你注塑机的安装与调试
2024-01-06星企达分析注塑机螺杆头特点
2023-12-15影响注塑机塑化组件使用寿命的若干因素
2023-11-22星企达讲解导致螺杆空压机部分冒烟的原因
2023-10-30