如何设定螺杆前进时间?
文章来源:深圳市星企达科技有限公司人气:1114发表时间:2021-03-13【小中大】
注塑周期是指注塑机完成特定的一整套动作所需的时间。因此,每个部分的动作时间都可能影响到整个周期时间,要达到缩短周期时间,提高生产效率的目的,应分别考虑动作的每个部分以便辨别可能缩短时间的部分,这样对每个部分常常可节省一点点时间。虽然这种节省可能很少,但当这些时间加在一起时,从总体缩短的百分比来看,缩短的时间十分显著。
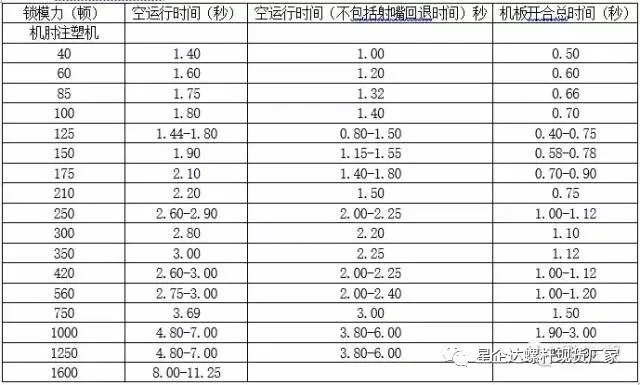
空运行时间是注塑机空操作时完成一个完整周期所需的时间,即没有任何塑料在注塑机里面。不管该注塑机的大小和类型如何,当你试图更改运作时应先了解注塑机的空运作,因为它有助于注塑者确定某特定的注塑机是否有能力在高产量下生产或保持该产量。所以在试图减少运作时间之前,从注塑要贩状态、年期和空运转时间方面来考虑是否能减少运作时间。
冷却时间因素在注塑周期中是最长的部分,但却是可能显著节省的部分。虽然可以计算,但通常是凭经验确定的,例如逐渐地降低冷却时间直至不变形的注塑件连续地生产出来为止。在冷却阶段,需要足够的时间退回螺杆(有时叫螺杆复位或计量时间),以重新在射料缸内填充塑料(将注塑物再次放置于模具内)。否则注塑过程将不能进行。
许多注塑者依赖模具设计者每时定一个特定模具需要的冷却类型和数量,但提意使用的冷却系统根本不够。模具需要的冷却能量必须计算出来以获得指定和运作时间。
通过计算一特定注塑件、塑料组合的固化时间,得出的数值可能成为一给定模具的基本冷却要求。
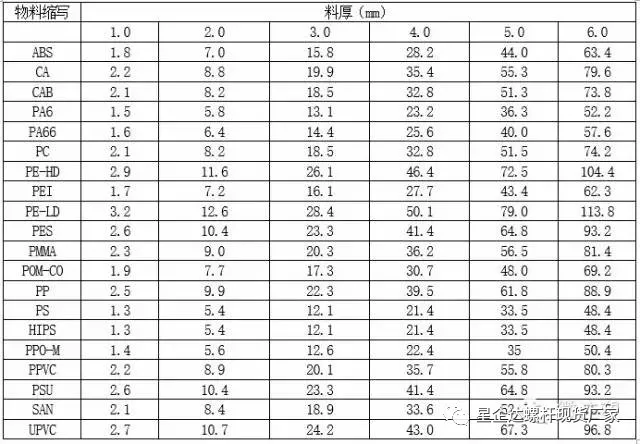
上述计算数值是物料冷却至模温所需时间,但在很多实例里这是物料冷却至耐变形温度的时间。而这时间是决定注塑件是可以在不变形状态下顶出的。所以以上数值是可以理解为最大值。
计算模具填充时间,在此加上0.5秒,并于此设定生产约5个注塑件。每个注塑件都要量重和/或测量,然后标明数值。应当计算出平均值,然后在SFT时间不断上升时重复这一过程(例如0.5、1.0、1.5、2.0秒等)。时间不断增加,直到注塑件的平均重量或测量值保持不变,这就得出正确的SFT时间。
要使上述过程有效率,每次注塑要使用合适尺寸的浇口,浇口的小孔不能太小,以免模腔充满了熔化的塑料之前就冷凝使浇口关闭。另一方面浇口的尺寸也不能太大。以免冷的或半固体塑料被推过浇口而进入模具内这导致浇口区产生压力和裂痕。由于这些原因,壁厚(深度)应当在0.61至1.0t之间(t是指定部件的壁厚)。



 SKD61螺杆.jpg)


 氮化螺杆1.jpg)