


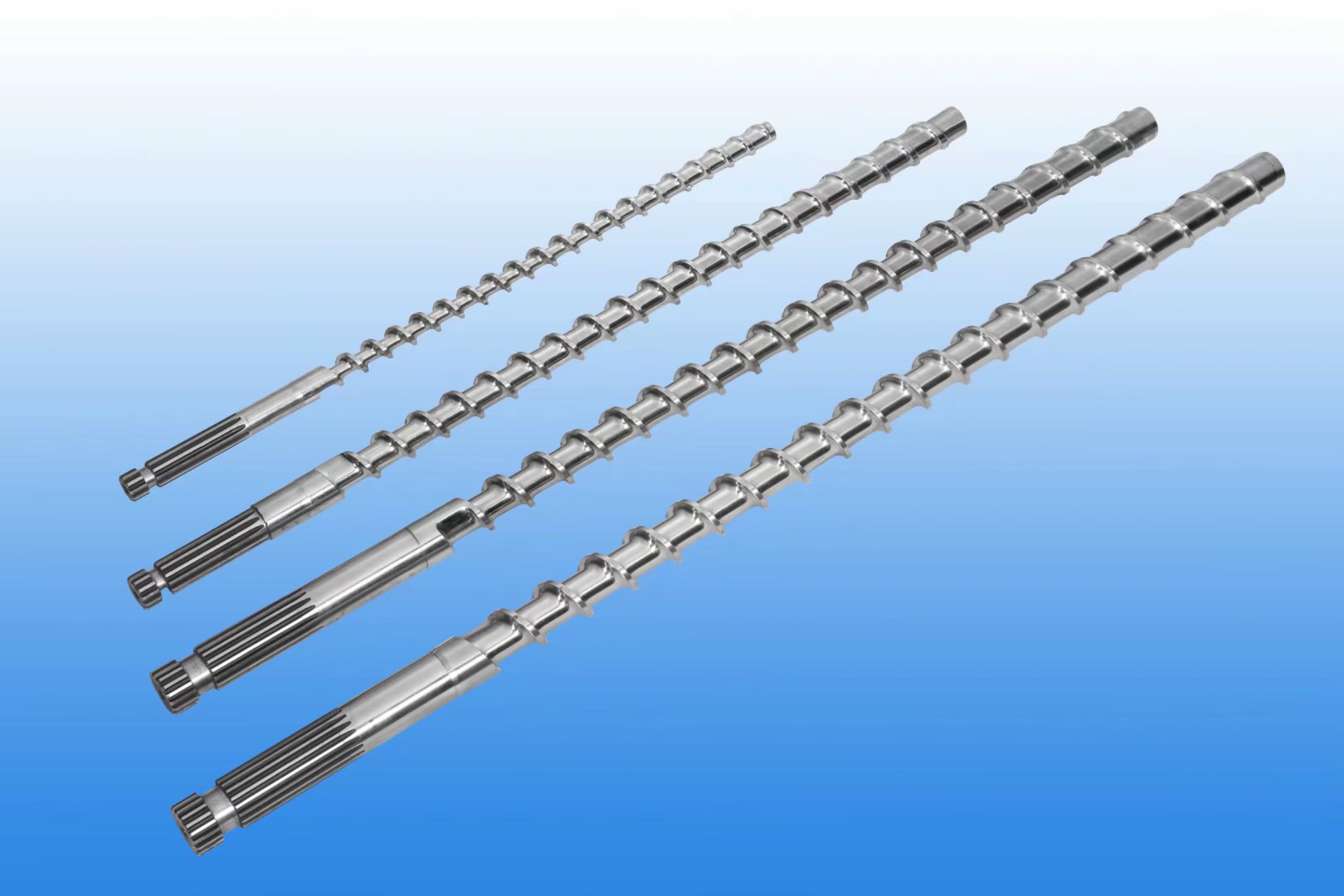
 SKD61螺杆.jpg)


 氮化螺杆1.jpg)



1、螺杆直径(D)与所要求的注射量相关:射出容积=1/4*π*D2*S(射出行程) *0.85;
2、螺杆直径(D)与最高注射压力成反比,与塑化能力成正比;
3、负责塑料的输送、推挤与预热,应保证预热到熔点;
4、结晶性塑料宜长(比如POM、PA);非晶性料次之(比如PS、PU、ABS);热敏性最短(比如PVC);
5、负责塑料的混炼、压缩与加压排气,通过此段的原料几乎全部熔解,但不一定会均匀混合;
6、塑料逐渐熔融,螺槽体积必须相应下降,以对应塑料几何体积的下降,否则料压不实,传热慢,排气不良;
7、压缩段一般占25%以上螺杆工作长度,但尼龙螺杆此段约占15%,高粘度、耐火性、低传导性、高添加物等塑料螺杆占40%左右,PVC螺杆可占100%的比例,以免产生激烈的剪切热。
8、计量段长则混炼效果佳,太长则易使熔体停留过久而产生热分解,太短则易使温度不均匀,一般占20%左右比例,确保塑料全部熔融以及温度均匀,混炼均匀;
9、PVC等热敏性塑料不宜停留时间过长,以免热分解,可用较短的计量段;
10、进料螺槽深度越深,则输送量越大,但需考虑螺杆强度,计量螺槽深度越浅,则塑化发热、混合性能指数越高,但计量螺槽深度太浅则剪切热增加,自生热增加,温升太高,造成塑料变色或烧焦,尤其不利于热敏性塑料。
可以说螺杆是注塑机的心脏,螺杆的品质好坏决定制品的质量好坏。
相关资讯
星企达讲解塑料片材设备单双螺杆的区别
2024-08-24星企达为您分析加工尼龙料的射嘴选用
2024-06-19星企达讲解螺杆与机筒的技术知识
2024-05-20星企达分析注塑机螺杆打滑的原因
2024-05-11星企达讲解注塑机螺杆在加料口产生压料的原因
2024-04-25星企达讲解如何提高单螺杆挤出机的生产效率
2024-04-08星企达讲解注塑机螺杆在加料口产生压料的原因
2024-03-25星企达讲解螺杆炮筒常用料的各种特点
2024-03-18星企达教你注塑机的安装与调试
2024-01-06星企达分析注塑机螺杆头特点
2023-12-15影响注塑机塑化组件使用寿命的若干因素
2023-11-22星企达讲解导致螺杆空压机部分冒烟的原因
2023-10-30